









МО, г.Красногорск,
ул.Ильинский тупик, д.9
ПН-ПТ с 8:00 до 18:00
СБ с 10:00 до 14:00


ГОСТ 53630-2009 Трубы напорные многослойные для систем водоснабжения и отопления
Введение
Настоящий стандарт «Трубы напорные многослойные для систем водоснабжения и отопления. Общие технические условия» устанавливает нормативные требования к многослойным трубам из указанных материалов для применения во внутренних системах горячего и холодного водоснабжения, а также для отопления.
В стандарт включены трубы из следующих полимеров и полимерных материалов: полиэтилен РЕ (ПЭ), сшитый полиэтилен PE-X (ПЭ-С), полиэтилен повышенной теплостойкости PE-RT (ПЭПТ), полипропилен РР (ПП), полибутен РВ (ПБ).
В качестве антидиффузионного кислородного барьерного слоя используются металлы и их сплавы, например, алюминий AL или полимеры с низкой кислородопроницаемостью, например, этиленвиниловый спирт EVOH.
Стандарт на трубы напорные многослойные для систем водоснабжения и отопления разработан с учётом следующих международных стандартов:
ISO 9080:2003 «Plastics piping and ducting systems – Determination of the longterm hydrostatic strength of thermoplastics materials in pipe form by extrapolation» - «Пластмассовые трубы и системы трубопроводов. Определение стойкости при длительном гидростатическом давлении термопластичных материалов в форме трубы путем экстраполяции»;
DIN 16836:2005-08 «Mehrschichtverbundrohre – Poliolefin-AluminiumVerbundrohre-Allgemeine Anforderrungen und Prüfungen» - «Трубы многослойные – полиолефин – алюминий – многослойные трубы. Основные требования и испытания»;
DIN 16887 – «Prüfung von Rohren aus thermoplastischen Kunststoffen – Bestimmung des Zeitstand-Innendruckverhaltens» - «Испытания труб из термопластов – определение стойкости при длительном внутреннем давлении»;
ISO 17456:2006 – «Plastics piping systems. Multilayer pipes. Determination of long- term strength» - «Пластмассовые трубопроводные системы – Многослойные трубы - Определение долговременной прочности»;
ISO 21003-1:2003 «Multilayer piping systems for hot and cold water installations inside buildings – Part 1: General» - «Многослойные трубы для внутренних систем горячего и холодного водоснабжения – Часть 1: Общие данные»;
ISO 21003-2:2003 «Multilayer piping systems for hot and cold water installations inside buildings – Part 2: Pipes» Многослойные трубы для внутренних систем горячего и холодного водоснабжения – Часть 2: Трубы.
ISO/CD 24003:2003 «Polyethylene of raised temperature resistance (PE-RT) pipes – Effect of time and temperature on expected strength» - «Трубы из полиэтилена повышенной теплостойкости (PE-RT) – Влияние времени и температуры на долговременную прочность»
1 Область применения
Настоящий стандарт распространяется на трубы напорные многослойные круглого сечения, транспортирующие воду, в том числе питьевую, и предназначенные для систем холодного и горячего (с температурой до 75 оС) водоснабжения и отопления (с температурой теплоносителя до 95 оС) зданий различного назначения.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие нормативные документы.
СНиП 2.04.01-85* Внутренний водопровод и канализация зданий.
СНиП 21-01-97* Пожарная безопасность зданий и сооружений.
СНиП 41-01-2003 Отопление, вентиляция и кондиционирование.
СП 40-103-98 Проектирование и монтаж трубопроводов систем холодного и горячего внутреннего водоснабжения с использованием металлополимерных труб.
СП 41-102-98 Проектирование и монтаж трубопроводов систем отопления с использованием металлополимерных труб.
ГН 2..2.5.1313-03 Предельно допустимые концентрации (ПДК) вредных веществ в воздухе рабочей зоны.
ГОСТ 12.1.044-89 (ИСО 4589-84) Система стандартов безопасности труда. Пожаровзрывоопасность веществ и материалов. Номенклатура показателей и методы их определения.
ГОСТ 12.3.002-75 Система стандартов безопасности труда. Процессы производственные. Общие требования безопасности.
ГОСТ 12.3.030-83 Система стандартов безопасности труда. Переработка пластических масс. Требования безопасности.
ГОСТ 12.4.021-75 Система стандартов безопасности труда. Системы вентиляционные. Общие требования.
ГОСТ 12.4.004-74 Респираторы фильтрующие противогазовые РПГ-67. Технические условия.
ГОСТ ИСО 161-1-2004 Трубы из термопластов для транспортирования жидких и газообразных сред. Номинальные наружные диаметры и номинальные давления. Метрическая серия.
ГОСТ 745-2003 Фольга алюминиевая для упаковки.
ГОСТ Р ИСО 3126-2007 Пластмассовые элементы трубопровода. Определение размеров.
ГОСТ 9410-78. Ксилол нефтяной. Технические условия.
ГОСТ ИСО 11922-1-2006 Трубы из термопластов для транспортирования жидких и газообразных сред. Размеры и допуски. Часть 1. Метрическая серия.
ГОСТ 14192-96 Маркировка грузов.
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 18599-2001 Трубы напорные из полиэтилена. Технические условия.
ГОСТ 21650-76 Средства скрепления тарно-штучных грузов в транспортных пакетах. Общие требования.
ГОСТ 24157-80 Трубы из пластмасс. Метод определения стойкости при постоянном внутреннем давлении.
ГОСТ 25336-82 Посуда и оборудование лабораторные стеклянные. Типы, основные параметры и размеры.
ГОСТ Р 52134-2003 Трубы напорные из термопластов и соединительные детали к ним для систем водоснабжения и отопления. Общие технические условия.
Гигиенические Нормы 2.2.5.1313-03 Предельно допустимые концентрации (ПДК) вредных веществ в воздухе рабочей зоны.
3 Термины и определения
3.1 В настоящем стандарте применяются термины и определения, данные в ГОСТ 18599-2001, ГОСТ Р 52134-2003, ГОСТ ИСО 161.1-2004 и нижеследующие:
3.1.1 Труба напорная многослойная – труба, содержащая более одного рассчитанного на нагрузку слоя, в которой не менее 60% толщины стенки выполнено из полимера.
3.1.2 Многослойная М-труба – многослойная труба, содержащая кроме рассчитанных на нагрузку слоёв полимера, один или более слоёв металла рассчитанных на нагрузку (например, PE-X / AL / PE-X или PE-RT / AL / PE-X).
3.1.3 Многослойная Р-труба – многослойная труба, содержащая более одного полимерного слоя рассчитанного на нагрузку (например, PE-X / PE-RT).
Примечание. На трубы, состоящие из одного полимерного слоя рассчитанного на нагрузку, и наружного полимерного слоя, который не рассчитан на нагрузку, распространяются требования ГОСТ Р 52134.
3.1.4 Внутренний слой – слой, контактирующий с транспортируемой жидкостью.
3.1.5 Наружный слой – слой, на который воздействует окружающая среда.
3.1.6 Барьерный слой – слой металла или полимера с низкой кислородопроницаемостью.
3.1.7 Клеящий слой (адгезив) – слой, находящийся между барьерным и прочими слоями.
3.1.8 Однотипные конструкции – конструкции, одинаковые для труб более чем одного диаметра, при следующих условиях:
- используется одинаковая технология (например, сварка алюминиевого слоя /внахлёст или встык/, способ сварки /ультразвуковой или термический/ и т.п.);
- для каждого слоя используется материал с одинаковыми характеристиками;
- слои располагаются в одинаковой последовательности для разных диаметров;
- SDR трубы ≤ SDR m М труб или SDRp Р труб для каждого расчётного напряжения σs.
Примечание: SDRm - номинальный наружный диаметр трубы dn, деленный на номинальную толщину стенки металлического слоя, en,m;
SDRр - номинальный наружный диаметр трубы dn, деленный на номинальную толщину стенки полимерного слоя, en,р.
3.1.9 Контрольные точки испытаний – контрольные точки в требуемое время испытания (22 ч, 165 ч, 1000 ч или другое необходимое время испытания) и в соответствии с температурой, согласно ссылке на стандарт продукции, рассчитанные с использованием 95% значения нижнего доверительного предела прогнозируемого гидростатического давления, pLPL, для полной проверки каждого испытываемого диаметра трубы.
4 Основные параметры и размеры

Рисунок 1 ─ Слои многослойной напорной трубы
4.1 Размеры труб
4.1.1 Номинальный наружный диаметр dn должен соответствовать ГОСТ ИСО 161-1. Допускается устанавливать другие номинальные наружные диаметры труб напорных многослойных (далее – труб) в соответствии с нормативными документами на изделия.
4.1.2 Минимальные внутренние диаметры труб не должны быть меньше значений, указанных в приложении А, таблице А.1.
4.1.3 Все слои должны иметь толщину, позволяющую выполнять требования настоящего стандарта.
4.1.4 Овальность и разнотолщинность труб не должны выводить их размеры за пределы отклонений, указанных в приложении А, таблице А.2.
4.2 Требования к условному обозначению трубы напорной многослойной приведены в таблице 1.
Таблица 1
| Требования | Маркировка или символ |
| Наименование изделия | Труба |
| Сокращённое обозначение материала трубы*, выдерживающему напряжение, по слоям её стенки: внутреннему, среднему и наружному | Например, РЕ-Хb/Al/РЕ-Хb |
| Размеры в мм: наружный диаметр dе х толщину стенки е | Например, 20х2 |
| Класс эксплуатации* | Например, 5 |
|
Рабочие параметры среды*: - номинальное давление - PN (МПа или бар), - максимальная рабочая температура - Т макс (ºС); |
Например, 1,0 МПа, 90 ºС |
| Обозначение настоящего стандарта | ГОСТ Р …..-2008 |
| Примечание: (*) - обозначения и величины характеристик приняты в соответствии с ГОСТ Р 52134 и ГОСТ ИСО 161-1 | |
Пример условного обозначения труб при заказе и в других документах:
1 – М труба из силанольносшитого полиэтилена для отопления, dе = 16 мм, е = 2 мм, класс эксплуатации 5, температура Тмакс = 90 ºС, PN = 1,0 МПа,
Труба РЕ-Хb/Al/РЕ-Хb 16х2 Класс 5 - 90 ºС - 1,0МПа ГОСТ Р ……-2008;
2 – Р труба из теплостойкого полиэтилена для горячего и холодного водоснабжения, dе = 20 мм, е = 2 мм, класс эксплуатации 2, температура Тмакс = 80 ºС, PN = 1,0 МПа,
Труба РЕ-RT/EVOH/РЕ-RT 20х2 Класс 2 - 80 ºС - 1,0МПа ГОСТ Р…-2008;
3 – M-труба с комбинированными слоями для низкотемпературного напольного отопления dе = 16 мм, е = 2 мм, класс эксплуатации 3, температура Тмакс = 50 ºС, PN = 1,0 МПа,
Труба РЕ-RT/Al/РЕ 16х2 Класс 3 - 50 ºС - 1,0МПа ГОСТ Р …-2008.
5 Технические требования
5.1 Характеристики
5.1.1 Трубы должны иметь ровную, гладкую и чистую внутреннюю и наружную поверхности, без пузырей, трещин, раковин, царапин и других дефектов по всей длине. Материал не должен иметь видимых включений. Плоскость среза труб должна быть перпендикулярна её оси. Окраска труб должна быть сплошной и равномерной. Цвет труб должен указываться в нормативных документах на изделия. Внешний вид и качество труб должно соответствовать контрольным образцам, утверждённым в установленном порядке.
5.1.2 Трубы должны быть стойкими при постоянном внутреннем давлении.
5.1.3 Изменение показателя текучести расплава (ПТР) полимерного слоя трубы и ПТР исходного материала, определённого при одинаковых режимах, должно быть не более 0,2 г/10 мин для РР и не более 0,3 г/10 мин для РЕ, PE-RT, PB.
5.1.4 Отдельные слои трубы должны быть стойкими к расслоению при растяжении передней кромки трубы на 10%.
5.1.5 Стойкость к расслоению клеевого соединения внутреннего и металлического слоев не нагруженной М трубы должна быть не менее 50 Н/см.
5.1.6 Стойкость к расслоению клеевого соединения внутреннего и металлического слоев нагруженной М трубы должна быть не менее 15 Н/см.
5.1.7 Металлический слой должен быть стойким к воздействию переменных температур и проверяться в водной среде. При визуальном осмотре металлического слоя не должно быть обнаружено повреждений. Допускается только изменение цвета его поверхности.
5.1.8 Степень сшивки слоёв из РЕ-Х должна быть не менее для следующих типов сшивки:
a – пероксидный – 70%;
b – силанольный – 65 %;
c – электронный – 60%
d – азотный – 60%.
5.1.9 Кислородопроницаемость труб для классов эксплуатации 4 и 5 должна составлять при температуре 40°С не более 0,32 мг/(м2хсут) и при температуре 80°С не более 3,6 мг/(м2хсут).
Примечание: кислородопроницаемость для многослойных Р труб и М труб с перфорированным и продольно склеенным (не сваренным) металлическим слоем или с не сваренной металлической обмоткой определяется по требованию.
Испытания многослойных М труб с однородным (неперфорированным) и продольно сваренным металлическим слоем толщиной ≥100 мк на кислородопроницаемость не проводятся.
5.1.10 Многослойные Р трубы и М трубы должны быть термически стабильны.
5.2 Требования к сырью и материалам
5.2.1 Для изготовления труб должны применяться сырье и материалы, обеспечивающие показатели качества труб в соответствии с требованиями настоящих технических условий известного состава. Разрешается использование в качестве добавок вторичного полимерного сырья тех же марок, что и исходное, применяемое для изготовления тех же слоёв изделий на том же предприятии при условии соответствия регранулята первичному сырью, кроме уже сшитого или частично сшитого материала.
5.2.2 Внутренний и внешний слой труб должен изготавливаться из следующих полимеров и полимерных материалов марок и рецептур, согласно указанным в нормативных документах на изделия: - сшитый полиэтилен PE-X минимальной длительной прочностью MRS не менее 8,0 МПа; - полиэтилен повышенной теплостойкости PE-RT минимальной длительной прочностью MRS не менее 8,0 МПа; - полипропилен рандомсополимер PP-R минимальной длительной прочностью MRS не менее 8,0 МПа; ГОСТ Р 53630-2009 11 - полибутен РВ минимальной длительной прочностью MRS не менее 12,5 МПа.
5.2.3 В качестве внешнего слоя могут использоваться и другие термостойкие материалы, в том числе полиэтилен РЕ минимальной длительной прочностью MRS не менее 6,3 МПа.
5.2.4 Для клеевого (адгезионного) слоя должны использоваться композиции на основе термопластичных полимерных материалов, обладающие адгезией к соединяемым слоям трубы, с температурой плавления не менее 120 оС.
5.2.5 Для металлического слоя используются металлы и их сплавы, обладающие свариваемостью, в виде ленты, например, алюминиевой по ГОСТ 745 или другой документации.
5.2.6 В качестве барьерного слоя используются полимерные материалы с низкой кислородопроницаемостью, например, этиленвиниловый спирт EVOH.
5.2.7 Длительная прочность материалов, используемых для внутреннего и внешнего слоя труб, при действии постоянного внутреннего давления должна быть не менее заданной эталонными кривыми, представленными в приложении Б (для РЕ-RT) и в ГОСТ Р 52134, в соответствии с требованиями к испытаниям материалов.
5.2.8 Массовая доля летучих веществ должна быть <0,035% для всех типов используемых полимерных материалов и измеряться для каждого отдельного типа трубы.
5.3 Комплектность
5.3.1 В комплект поставки должны входить трубы, сортамент которых определяет заказчик, заглушки любой конструкции на концах труб, а также документ, удостоверяющий их качество.
5.4 Маркировка
5.4.1 Трубы должны иметь маркировку с интервалом не более 1 м, которая содержит наименование или товарный знак предприятия-изготовителя, условное обозначение в соответствии с 4.2 без слова «труба», дату изготовления. Рекомендуемая глубина печати не более 0,1 мм.
5.4.2 Для трубы диаметром до 16 мм допускается маркировка ярлыком.
5.4.3 Допускается дополнительная маркировка в соответствии с документацией изготовителя.
5.4.4 Каждую упаковочную единицу продукции снабжают ярлыком с нанесением на упаковку транспортной маркировки по ГОСТ 14192, содержащей следующую информацию:
- наименование предприятия изготовителя;
- условное обозначение трубы;
- номер партии и дату изготовления;
- длина трубы в упаковке.
5.5 Упаковка
5.5.1 Упаковка труб должна соответствовать указанной в нормативных документах на конкретные вид труб при условии обеспечения их сохранности и безопасности погрузо-разгрузочных работ. Концы труб рекомендуется закрыть заглушками или другим способом.
5.5.2 М-трубы номинальным наружным диаметром не более 63 мм изготавливают в прямых отрезках, в бухтах и на катушках, а большего диаметра – только в прямых отрезках.
5.5.3 Р-трубы изготавливают в прямых отрезках, в бухтах и на катушках.
5.5.4 Внутренний диаметр бухты должен быть не менее 20 диаметров трубы.
5.5.5 Допускается поставка труб любого диаметра в отрезках любой согласованной с потребителем длины.
5.5.6 Трубы, изготавливаемые в отрезках, связывают в пакеты, используя средства крепления по ГОСТ 21650 или другие, обеспечивающие надёжность крепления. Допускается по согласованию с потребителем трубы в отрезках не упаковывать.
5.5.7 При упаковке труб в бухты и на катушки концы труб должны быть жёстко закреплены, а бухты скреплены не менее, чем в четырёх местах
6 Требования безопасности и охраны окружающей среды
6.1 Работающий персонал, связанный с изготовлением изделий из пластических масс должен проходить предварительные при поступлении и периодические медосмотры.
6.2 Процесс производства должен быть организован в соответствии с требованиями ГОСТ 12.3.002 и ГОСТ 12.3.030.
6.3 Производственные помещения должны быть оборудованы местной и приточно-вытяжной вентиляцией в соответствии с ГОСТ 12.4.021 и СНиП 41-01.
6.4 При нагревании полимеров и полимерных материалов в процессе производства напорных многослойных труб в воздух выделяются летучие продукты термоокислительной деструкции. Предельно допустимые концентрации этих веществ в воздухе рабочей зоны производственных помещений, а также их классы опасности по ГН 2.2.5.1313 указаны в таблице 2.
6.5 Индивидуальные средства защиты должны применяться в соответствии со стандартами и техническими условиями на сырьё.
6.6 Контроль содержания вредных веществ в воздухе рабочей зоны производится согласно методикам, утверждённым Минздравом и в сроки, согласованные в территориальных санэпидемстанциях, в соответствии с ГН 2.2.5.1313.
6.7 Трубы в условиях монтажа и эксплуатации не выделяют в окружающую среду токсических веществ и не оказывают при непосредственном контакте вредного влияния на организм человека.
6.8 Трубы напорные многослойные относятся по ГОСТ 12.1.044 к группе горючих материалов, их пожарно-технические характеристики приведены в таблице 3.
6.9 Требования к пожарной безопасности труб должны соответствовать указанным в СНиП 2.04.01, СНиП 21-01.
Таблица 2
| Наименование веществ | ПДК в воздухе рабочей зоны по ГН | Класс опасности по ГН 2.2.5.1313 |
| 1 | 2 | 3 |
| 1 Формальдегид (метаналь) | 0,5 | 2 |
| 2 Ацетальдегид (этаналь) | 5,0 | 3 |
| 3 Углерода оксид | 20 | 4 |
| 4 Уксусная (этановая) кислота | 5,0 | 3 |
| 5 Аэрозоль полипропилена | 10 | 3 |
| 6 Аэрозоль полиэтилена | 10 | 4 |
| 7 Аэрозоль полибутена | 10,3 | 3 |
| 8 Оксид этилена (этена оксид) | 1 | 3 |
|
Примечание: согласно ГН 2.2.5.1313 при одновременном содержании в воздухе рабочей зоны нескольких вредных веществ однонаправленного действия (по заключению органов государственного санитарного надзора) сумма отклонений фактических концентраций каждого из них (К1, К2, …Кn) в воздухе их ПДК (ПДК1, ПДК2, …ПДКn) не должна превышать единицы: К1 К2 Кn -+ -+ . . . + - ≤ 1 ПДК1 ПДК2 ПДКn |
||
Таблица 3
| Пожарно-технические характеристики | Материал полимерных слоёв труб: PE-X, PE-RT, РР, РВ, EVOH |
| - группа горючести | Г4 |
| - группа воспламеняемости | В3 |
| - дымообразующая способность | Д3 |
| - токсичность продуктов горения | Т3 |
6.10 Для тушения труб применяют огнетушители любого типа, воду, водяной пар, огнегасительные пены, инертные газы, песок, асбестовые одеяла.
6.11 Для защиты от токсичных продуктов, образующихся в условиях пожара, при необходимости применяют изолирующие противогазы любого типа или фильтрующие противогазы марки БКФ или респираторы противогазовые РПГ-67 по ГОСТ 12.4.004.
6.12 Трубы, транспортирующие питьевую воду, как и используемые для их производства материалы, должны иметь разрешение органов здравоохранения на применение в системах хозяйственно-питьевого водоснабжения.
7 Правила приёмки
7.1 Для проверки соответствия труб требованиям настоящего стандарта проводят следующие виды испытаний:
- приёмосдаточные – при приёмке партий изделий службой контроля качества предприятия-изготовителя;
- периодические – при проведении периодического контроля стабильности качества продукции и возможности продолжения её выпуска;
- типовые – при переходе на новые марки сырья или изменениях в их рецептуре, при смене поставщика сырья, при изменениях в технологических режимах или методах изготовления, при расширении сортамента производимых труб или при изменении их конструкции;
- сертификационные – при проведении сертификации готовой продукции;
- инспекционные – при проведении контроля качества продукции специально уполномоченными организациями.
Обязательность проведения указанных видов испытаний определяется требованиями нормативных документов на изделия.
7.2 Приёмку труб службой качества предприятия-изготовителя осуществляют партиями*.
Партией считают количество труб однотипной конструкции, одного типоразмера, изготовленных на одном технологическом оборудовании при установившемся режиме, сдаваемых одновременно и сопровождаемых одним документом о качестве.
*Примечание: понятие «партия труб» распространяется только на продукцию отечественного производителя.
Размер партии труб должен быть не более:
20000 м – для труб диаметром dn 32 мм и менее;
10000 м – для труб диаметром dn от 40 мм до 90 мм;
5000 м – для труб диаметром dn от 110 мм и более.
7.3 Документ о качестве должен включать:
- наименование и (или) товарный знак предприятия-изготовителя;
- номер партии и дату изготовления;
- условное обозначение трубы;
- размер партии в м;
- марку сырья;
- результаты испытаний или подтверждение соответствия изделий требованиям настоящего стандарта;
- условия и сроки хранения.
7.4 Порядок отбора образцов.
7.4.1 Отбор образцов для приёмосдаточных испытаний осуществляют от каждой партии труб.
7.4.2 Для периодических, типовых, сертификационных и инспекционных испытаний образцы отбирают от партий, прошедших приёмосдаточные испытании, группируя их по следующим признакам:
- по величинам максимальных рабочих давлений согласно таблице 4;
- по диаметрам dn труб согласно таблице 5.
7.4.3 Трубы для испытаний отбирают в виде проб с размерами, указанными в таблице 6.
Таблица 4
| Группа давлений | Максимальное рабочее давление, кгс/см2 |
| 1 | ≤6 |
| 2 | >6 |
Таблица 5
| Группа размеров | Диапазон величин номинальных наружных диаметров dn, мм |
| 1 | От 10 до 63 |
| 2 | 75 до 110 |
Таблица 6
| Номинальный наружный диаметр dn, мм | Длина пробы, мм |
| До 40 | 600 |
| 50 | 670 |
| 63 | 720 |
| 75 | 770 |
| 90 | 820 |
| 110 | 880 |
Из каждой пробы изготовляют по одному образцу для каждого вида испытаний.
7.4.4 Объём приёмосдаточных испытаний труб, а также периодичность их контроля должны соответствовать указанным в таблице 7.
Таблица 7 – Приёмосдаточные испытания
| Контролируемый параметр | Номер пункта настоящего стандарта | Периодичность контроля, не менее | Количество проб, шт. | |
| технических требований | методов контроля | |||
| 1 | 2 | 3 | 4 | 5 |
| 1 Внешний вид, маркировка | 5.1.1, 5.4 | 8.2 | Каждая партия | 1 каждого типоразмера, но не менее трёх |
| 2 Размеры, овальность | 4.1 | 8.5 | То же | То же |
|
3 Стойкость при постоянном внутреннем давлении: 95 ºС – 1 час 95 ºС – 1000 час |
5.1.2 | 8.6 |
Каждая партия Раз в 12 мес. |
3 от каждой группы размеров |
| 4 Изменение ПТР | 5.1.3 | 8.7 | Раз в 12 мес. | То же |
| 5 Стойкость к расслоению при растяжении | 5.1.4 | 8.8 | Раз в 12 мес. | То же |
|
6 Стойкость к расслоению клеевого соединения трубы: - не нагруженной - нагруженной |
5.1.5 5.1.6 |
8.9 8.10 |
Раз в 12 мес. При смене сырья |
1 от каждой группы размеров |
| 7 Оценка металлической поверхности | 5.1.7 | 8.10 | При смене сырья | То же |
| 8 Степень сшивки | 5.1.8 | 8.10 | Каждая партия | То же |
| 9 Массовая доля летучих | 5.2.8 | 8.11 | При смене сырья | 2 от каждой партии сырья |
7.4.5 Партию труб считают принятой в случае положительных результатов приёмосдаточных испытаний, проведённых с требуемой периодичностью.
7.4.6 Если при приёмосдаточных испытаниях трубы по какому-либо из показателей не будут соответствовать требованиям настоящего стандарта, то приёмке подлежит лишь часть продукции, выпущенная до момента получения отрицательного результата, а продукция, выпущенная позже, бракуется.
7.4.7 Объёмы периодических, типовых и сертификационных испытаний труб и количество проб/образцов, отбираемых для их проведения, должны соответствовать указанным в таблице 8.
Таблица 8 – Периодические, типовые, сертификационные испытания
| Контролируемый параметр | Виды испытаний¹ | Номер пункта настоящего стандарта | Количество проб/образцов, шт. | |||
| периодические | типовые | сертификационные | технических требований | методов контроля | ||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 1 Санитарногигиенические характеристики² | + | + | + | 6.12 | - | Согласно требованиям органов здравоохранения |
| 2 Внешний вид, маркировка | + | + | + | 5.1.1, 5.4 | 8.2 | 1 каждого типоразмера, но не менее 3 |
| 3 Размеры, овальность | + | + | + | 4.1 | 8.5 | То же |
|
4 Стойкость при постоянном внутреннем давлении: 95 ºС – 1 час 95 ºС – 1000 час 110 ºС – 8760 час |
+ - - |
+ + + |
+ + - |
5.1.2 | 8.6 | 3 от каждой группы размеров |
| 5 Изменение ПТР² | + | + | + | 5.1.3 | 8.7 | То же |
| 6 Стойкость к расслоению при растяжении | + | + | + | 5.1.4 | 8.8 | То же |
|
7 Стойкость к расслоению клеевого соединения трубы² : - не нагруженной - нагруженной |
+ + |
+ + |
+ - |
5.1.5 5.1.6 |
8.9 8.10 |
1 от каждой группы размеров |
|
8 Оценка металлической поверхности² |
+ |
+ |
+ |
5.1.7 |
8.10 |
То же |
| 8 Степень сшивки | + | + | + | 5.1.8 | 8.11 | То же |
| 9 Массовая доля летучих | + | + | + | 5.2.8 | 8.12 | 2 от каждой партии сырья |
| 10 Кислородопроницаемость² | - | + | - | 5.1.9 | 8.13 | 1 каждого типоразмера |
| 11 Термическая стабильность² | - | + | - | 5.1.10 | 8.14 | 3 от каждой группы размеров |
| 12 Длительная прочность материала труб, MRS² | + | + | + | 5.2.7 | 8.4 | согласно протоколу испытаний сырья |
| 13 Соответствие сырья и материалов | + | + | + | 5.2 | 8.3 | по сертификатам или паспортам качества |
| 14 Упаковка | + | + | + | 5.5 | - | 100% |
|
¹Примечание: знак «+» означает проведение испытаний, знак «─» означает отсутствие испытаний; ²«─» для типовых испытаний при расширении сортамента производимых труб или при изменении их конструкции |
||||||
7.4.8 Объёмы инспекционных испытаний труб и количество проб/образцов, отбираемых для их проведения, должны соответствовать указанным в таблице 9.
Таблица 9 – Инспекционные испытания
| Контролируемый параметр | Номер пункта настоящего стандарта | Количество отбора в год проб/образцов, штук | |
| технических требований | методов контроля | ||
| 1 | 2 | 3 | 4 |
| 1 Внешний вид, маркировка | 5.1.1, 5.4 | 8.2 | 1 каждого типоразмера, но не менее трёх |
| 2 Размеры, овальность | 4.1 | 8.5 | То же |
|
3 Стойкость при постоянном внутреннем давлении: 95 ºС – 1 час 95 ºС – 1000 час |
5.1.2 | 8.6 | 3 от каждой группы размеров |
| 4 Стойкость к расслоению при растяжении | 5.1.4 | 8.8 | То же |
|
5 Стойкость к расслоению клеевого соединения трубы: - не нагруженной - нагруженной |
5.1.5 5.1.6 |
8.9 8.10 |
1 от каждой группы размеров |
| 6 Оценка металлической поверхности | 5.1.7 | 8.10 | То же |
| 7 Степень сшивки | 5.1.8 | 8.11 | То же |
| 8 Массовая доля летучих | 5.2.8 | 8.12 | 2 от каждой партии сырья |
| 9 Соответствие сырья и материалов | 5.2 | 8.3 | по сертификатам или паспортам качества |
7.4.9 При неудовлетворительных результатах любых испытаний изготовление труб прекращают до выявления причин, приведших к браку.
8 Методы контроля
8.1 Испытания труб проводят не ранее, чем через 15 часов после их изготовления.
8.2 Внешний вид труб (5.1.1) проверяют визуально без применения увеличительных приборов сравнением контролируемого образца трубы длиной не менее 0,3 м с образцом-эталоном, утверждённом в установленном порядке.
8.3 Соответствие сырья и материалов (5.2) контролируют по сертификатам поставщика или паспортам качества.
8.4 Длительную прочность материала (5.2.7) контролируют по протоколам испытаний сырья.
8.5 Определение размеров (4.1)
8.5.1 Размеры труб определяют в соответствии с ГОСТ Р ИСО 3126. Перед испытаниями образцы выдерживают при температуре (23 ± 2) ºС не менее 2 ч.
8.5.2 Определение среднего наружного диаметра трубы dср проводят на расстоянии не менее 100 мм от торца с погрешностью не более 0,05 мм.
8.5.3 Допускается определять средний наружный диаметр как среднеарифметическое значение результатов четырёх равномерно распределённых по окружности измерений диаметра трубы в одном сечении, округлённое до 0,1 мм.
8.5.4 Средний наружный диаметр, может быть определён путём измерения периметра трубы с погрешностью не более 0,05 мм и деления полученной величины на число π (или с помощью π-рулетки).
8.5.5 Овальность трубы определяют как разность между максимальным и минимальным значениями наружного диаметра в одном сечении трубы.
Полученные значения среднего наружного диаметра и овальности труб должны соответствовать указанным в приложении А, таблице А.2.
8.5.6 Толщину стенки труб е определяют на расстоянии не менее 10 мм от торца в одном сечении не менее чем в шести равномерно расположенных по окружности точках, включая максимальное и минимальное значения с погрешностью не более 0,05 мм. Фактическое число замеров определяется условием равномерности их распределения по сечению трубы, включая замеры минимального и максимального значений толщины стенки. Среднюю толщину стенки еm получают как среднеарифметическое значение результатов измерений, округлённое до 0,1 мм. Полученные минимальное, максимальное и среднее значения толщины стенки должны быть в пределах допусков, указанных в приложении А, таблице А.2.
8.5.7 Толщину отдельных слоёв определяют при поперечном разрезе трубы с помощью измерительного микроскопа или другим подходящим способом не менее чем в шести равномерно расположенных по окружности точках, включая максимальное и минимальное значения, с погрешностью не более 0,05 мм.
8.5.8 Длину труб в отрезках измеряют рулеткой с погрешностью не более 1 мм. 8.5.9 Длину труб в бухтах и на катушках определяют по показаниям счётчика метража с погрешностью не более 1,5%.
8.6 Проверка стойкости труб при постоянном внутреннем давлении (5.1.2).
8.6.1 Проверку стойкости труб при постоянном внутреннем давлении для многослойных М труб и П труб проводят на образцах каждой однотипной конструкции по ГОСТ 2457.
Для образцов dn< 30 мм согласно следующим режимам:
По схеме «вода в воде»:
- при испытательном давлении 1,8 МПа, температуре 95 0С в течение 1 ч;
- при испытательном давлении 1,4 МПа, температуре 95 0С в течение 1000 ч.
По схеме «вода в воздухе»:
- при испытательном давлении 1,0 МПа, температуре 110 0С в течение 8760 ч.
Для образцов dn≥ 30 мм согласно следующим режимам.
По схеме «вода в воде»:
- при испытательном давлении 1,1 МПа, температуре 95 0С в течение 1 ч;
- при испытательном давлении 1,0 МПа, температуре 95 0С в течение 1000 ч.
По схеме «вода в воздухе»:
- при испытательном давлении 0,6 МПа, температуре 110 0С в течение 8760 ч.
8.7 Показатель текучести расплава (ПТР) (5.1.3).
8.7.1 ПТР полимерного слоя трубы и ПТР гранул исходного полимера из РЕ, PE-RT, РР, РВ определяют по ГОСТ 11645 на экструзионном пластометре с внутренним диаметром капилляра (2,095 ± 0,005) мм.
8.7.2 Определение ПТР исходного материала и исследуемого полимерного слоя трубы должно проводиться при одинаковых режимах, указанных в таблице 10.
Таблица 10
| Материал труб | Температура, ºС | Масса груза, кг |
| РЕ, РВ, PE-RT | 190 ± 0,5 | 5,0 |
| РР | 230 ± 0,5 | 2,16 |
8.7.3 Изменение показателя текучести расплава δ определяют по формуле
δ = (ПТР1 ─ ПТР2), (1)
где ПТР1 ─ показатель текучести расплава исходного сырья, г/10 мин;
ПТР2 ─ показатель текучести расплава полимерного слоя трубы, г/10 мин.
Примечание: данный показатель не определяется для РЕ-Х слоя.
8.8 Стойкость к расслоению отдельных слоёв при растяжении передней кромки трубы (5.1.4) определяют на образце трубы длиной ≥0,3 м в следующей последовательности.
8.8.1 Измерить средний наружный диаметр dср (8.5.2 – 8.5.4).
8.8.2 Рассчитать увеличение dср в 1,1 раза (увеличение dср передней кромки на 10%).
8.8.3 Измерить толщину стенки е образца (8.5.6) в 8 точках.
8.8.4 Рассчитать среднее арифметическое значение толщины стенки еср (8.8.3).
8.8.5 Рассчитать заданное значение диаметра оправки dоправки для достижения заданного увеличения передней кромки трубы на 10% с учётом наружного диаметра по формуле:
d оправки = 1,1dср ─ (2 · еср ) (2)
8.8.6 Отметить на конусе испытательной оправки полученное значение диаметра оправки точкой или риской.
8.8.7 Отметка на конусе испытательной оправки является пределом для растяжения передней кромки трубы на конусе.
8.8.8 Надвинуть образец трубы по её оси до отметки на испытательной оправке или испытательную оправку соответствующим образом вставить в образец трубы, тем самым растянув её.
8.8.9 Удалить испытательную оправку сразу же после достижения на ней заданной отметки.
8.8.10 Проверить визуально состояние слоёв на передней кромке трубы по истечении 15 мин. с момента удаления испытательной оправки – расслоения не должно быть.
8.9 Стойкость к расслоению клеевого соединения внутреннего и металлического слоев не нагруженной трубы (5.1.5) определяют следующим образом.
8.9.1 Контроль стойкости к расслоению клеевого соединения проводят на разрывной машине любого типа со скоростью перемещения подвижного захвата (50 ± 5) мм/мин при температуре (23 ± 2) ºС на пяти кольцевых образцах шириной (10+1) мм.
8.9.2 Стенку каждого образца с противоположной сварному шву стороны разрезать специальным приспособлением или ножом вдоль оси.
8.9.3 Наружные и металлический слои отделить и отогнуть от внутреннего слоя на 5 мм.
8.9.4 Отогнутые слои установить в захват разрывной машины, а сам кольцевой образец в оправку (рис. В.1).
8.9.5 Провести испытание образца на расслоение с построением диаграммы «сила-деформация» (рис. В.2).
8.9.6 Для оценки стойкости к расслоению не оцениваются первая и последняя часть диаграммы. Диаграмма делится 10 вертикальными линиями на 9 равных частей (рис. В.2), оцениваются только точки диаграммы (f) на пересечениях с линиями, которые с учётом нормативной длины образца 10 мм и используются для оценки стойкости к расслоению.
8.9.7 Полученная величина силы растяжения при расслоении округляется до 2 значащих цифр. Силы растяжения 5 образцов (соответственно 50 показателей f) приводятся к среднему арифметическому значению, которое округляется до 2 значащих цифр.
8.10 Стойкость к расслоению клеевого соединения внутреннего и металлического слоев нагруженной трубы (5.1.6, 5.1.7) определяют при циклическом воздействии переменных температур в водной среде следующим образом.
8.10.1 Для труб dn ≤ 30 мм и других, которые должны быть согнуты при прокладке в соответствии с техническим руководством, испытание проводится на образце трубы длиной ≥ 4 м, которую сгибают в спираль с наружным диаметром до 10 dn и с возвышением до 4 dn.
8.10.2 Для труб dn ≥ 30 мм и других, которые не должны изгибаться при прокладке в соответствии с техническим руководством, испытание проводится на прямых отрезках длиной 2 м (допускается по техническим причинам проведение испытаний на более коротких образцах).
8.10.3 Испытание проводят на самых маленьких, самых больших и средних размерах сортамента. При расширении сортамента испытывается каждый новый размер.
8.10.4 Испытания проводится при переменном воздействии воды холодной с температурой (20 ± 5) ºС и горячей – (93 ± 2) ºС при постоянном внутреннем давлении в образцах 1,0 МПа (10 бар).
8.10.5 Скорость протекания воды в образцах должна составлять > 0,5 м/с.
8.10.6 Промежуток изменения температур внутри труб при переходе от холодной к горячей воде и наоборот не должен превышать 1 мин. В образцах труб dn ≥ 40 мм смена температур должна закончиться менее, чем за 5 мин. Температуры испытаний должны быть достигнуты за одну испытательную смену.
8.10.7 Испытание проводится в течение 5000 циклов с продолжительностью каждого цикла (30 ± 2) мин.
8.10.8 Продолжительность циркуляции холодной и горячей воды должна составлять по 15 мин.
8.10.9 Образцы помещают в водяную ванну c температурой воды (20 ± 5) ºС. Разница температуры воды на входе и выходе из образца не должна превышать 5 ºС.
8.10.10 После проведения циклических нагрузок проводится визуальный контроль – расслоение металлического слоя с внутренним или внешним слоем фиксируется как повреждение металлического слоя (5.1.7) и испытываемых образцов.
8.10.11 При положительном результате визуального контроля на расслоение образцы нагруженных труб продолжают испытывать в соответствии с п. 8.9.
8.11 Степень сшивки слоёв из РЕ-Х (5.1.8) проводят в следующей последовательности.
8.11.1 С поверхности исследуемого полимерного слоя трубы снимают стружку толщиной (0,2 ± 0,02) мм. Ширина стружки должна соответствовать толщине стенки трубы, минимальная длина – длине окружности по внутреннему диаметру трубы.
8.11.2 Определяют массу стружки с погрешностью не более 0,001 г.
8.11.3 Стружку в контейнере из проволоки помещают в колбу с кипящим ксилолом ГОСТ 9410 с добавкой антиоксиданта в количестве 1 % объёма ксилола.
8.11.4 Время выдержки составляет 8 ч + 5 мин. После чего контейнер извлекают из кипящего ксилола и его содержимое высушивают при комнатной температуре.
8.11.5 Затем контейнер помещают в сушильный шкаф с принудительной вентиляцией и выдерживают в течение 3 ч при температуре (140 ± 2) ºС.
8.11.6 После охлаждения до комнатной температуры определяют массу образца с погрешностью не более 0,001 г.
8.11.7 Степень сшивки вычисляют по формуле:
G = m2 / m1 · 100% , (3)
где m1 – масса стружки до кипячения, г;
m2 – масса стружки после кипячения, г.
Округление проводят до 0,001.
8.11.8 За результат испытаний принимают среднеарифметическое значение, полученное при испытании трёх образцов. Полученные результаты в процентах округляют до целых значений.
8.12 Массовую долю летучих веществ в процентах (5.2.8) определяют при сушке пробы полимерного материала в сушильном шкафу любого типа, обеспечивающего погрешность термостатирования на рабочей полке ± 2 ºС
8.12.1 В сухом открытом стеклянном стаканчике типа СН по ГОСТ 25336 взвешивают 25 г материала с точностью до 0,1 мг.
8.12.2 Незакрытый стаканчик помещают в сушильный шкаф с циркуляцией воздуха при температуре (105 ± 2) ºС на 4 часа.
8.12.3 После охлаждения до комнатной температуры определяют потерю веса и рассчитывают массовую долю летучих веществ в процентах по формуле:
Х = (m – m1) / (m – m2) · 100%, (4)
где m – масса стаканчика с полимером до сушки, г;
m1 – масса стаканчика с полимером после сушки, г;
m2 – масса пустого стаканчика, г.
За результат принимают среднее арифметическое результатов двух параллельных определений, расхождение между которыми не должно быть более 0,03%.
8.13 Кислородопроницаемость труб (5.1.9) определяют по ГОСТ Р 52134.
8.14 Термическая стабильность (5.1.10)
8.14.1 Термическая стабильность П труб при действии постоянного внутреннего давления должна проверяться в воздушной среде по ГОСТ Р 52134 на образцах с наименьшей толщиной стенок в их группе размеров при режимах испытаний, указанных в таблице 11.
Таблица 11

| Полимерный материал труб | Температура испытаний, T, ºС | Начальное напряжение в стенке трубы, σn , МПа | Время испытаний, t , ч |
| PE-X, PE-RT | 110 | 2,5 | 8760 |
| PP-H 100 | 1,95 | ||
| PP-B 80 | 1,4 | ||
| PP-R 80 | 1,9 | ||
| PP-B 125 | 2,4 |
Внутреннее давление П трубы определяют по формуле:
где p T,t - расчетное внутреннее давление при температуре T за время t, МПа;
n - число несущих нагрузку слоев; dср.n и еn,р – средний наружный диаметр и минимальное значение толщины стенки несущего нагрузку слоя трубы, в миллиметрах;
σn - напряжение в стенке слоя трубы, МПа.
8.14.2 Термическая стабильность внутреннего слоя М труб при действии постоянного внутреннего давления должна проверяться в воздушной среде при режимах испытаний, указанных в п 8.14.1 на образцах с наименьшей толщиной стенок в их группе размеров. Максимальная толщина стенки образцов должна быть не более двух наименьших толщин стенок, допустимых для внутреннего слоя.
8.14.3 Термическая стабильность наружного слоя многослойных М труб должна проверяться на трубе с наименьшей толщиной наружного слоя для каждой размерной группы в соответствии с приложением Г.
Термическая стабильность наружного слоя многослойных М труб должна проверяться в воздушной среде с помощью установки изгиба (рисунок Г.1).
Испытываемый образец M-трубы изогнуть на установке изгиба при (23 ± 1) °C, не ранее 24 ч после изготовления. Параметры изгиба приведены в таблице Г.1.
Поместить установленный на установку изгиба образец в сушильный шкаф и выдержать там в течении 8760 ч. После этого наружный слой исследуется визуально на наличие трещин: в нём не должны быть видны трещины.
9 Транспортирование и хранение
9.1 Трубы перевозят любым видом транспорта в соответствии с правилами перевозки грузов и техническими условиями погрузки и крепления грузов, действующими на данном виде транспорта.
9.2 Трубы следует оберегать от ударов и механических нагрузок, а их поверхность от нанесения царапин. При перевозке трубы необходимо укладывать на ровную поверхность транспортных средств, предохраняя от острых металлических углов и рёбер платформы.
9.3 Трубы следует хранить в неотапливаемых складских помещениях в условиях, исключающих вероятность их механических повреждений, или в отапливаемых складах не ближе одного метра от отопительных приборов. Они должны быть защищены от воздействия прямых солнечных лучей и атмосферных осадков.
9.4 Условия хранения труб – по ГОСТ 15150, раздел 10, в условиях 5 (ОЖ4). Допускается хранение труб в условиях 8 (ОЖ3) не более шести месяцев.
10 Указания по монтажу
10.1 Монтаж трубопроводов систем холодного и горячего водоснабжения и отопления должен осуществляться в соответствии с требованиями действующих нормативных документов: СП 40-103, СП 41-102, СНиП 2.04.01, СНиП 41-01 и других документов, утверждённых в установленном порядке.
11 Гарантии изготовителя
11.1 Изготовитель гарантирует соответствие труб требованиям настоящего стандарта при соблюдении правил транспортирования и хранения, установленных этим стандартом.
11.2 Гарантийный срок хранения – 3 года со дня изготовления труб.
11.3 Гарантийный срок эксплуатации трубопроводов должен указываться в нормативных документах на изделия.
Приложение А. (обязательное)
А.1 Основные размеры труб и их предельные отклонения
Таблица А.1
| Номинальный наружный диаметр, dn мм | Наружный диаметр, de мм | Минимальный внутренний диаметр, di мм |
| 14 | 14 | 10 |
| 16 | 16/17 | 11 |
| 20 | 18/20 | 14 |
| 25 | 25/26 | 20 |
| 32 | 32 | 25 |
| 40 | 40 | 32 |
| 50 | 50 | 40 |
| 63 | 63 | 50 |
| 75 | 75 | 60 |
| 90 | 90 | 73 |
| 110 | 110 | 90 |
| Примечание: размеры полипропиленовых труб для сварного соединения с фитингами по ГОСТ Р 52134 | ||
Таблица А.2
| Номинальный наружный диаметр, мм | Предельное отклонение толщины стенки, мм | Длина трубы в бухте / в штанге | ||
| Номин. | Пред. откл. | Номин., м | Пред. откл., % | |
| 14 | + 0,3 |
+0,15 -0,1 |
до 200 / 4-5 | 0,5 |
| 16 | + 0,3 |
+0,15 -0,1 |
||
| 20 | + 0,3 |
+0,15 -0,1 |
||
| 25 | + 0,3 |
+0,2 -0,1 |
до 100 / 4-5 | |
| 32 | + 0,3 | ±0,2 | до 50 / 4-5 | |
| 40 | + 0,3 | ±0,2 | до 25 / 4-5 | |
| 50 | + 0,3 | ±0,2 | ||
| 63 | + 0,3 | ±0,2 | до 15 / 4-5 | |
| 75 | + 0,3 | ±0,3 | - / 4-5 | |
| 90 | + 0,3 | ±0,3 | ||
| 110 | + 0,4 | ±0,3 | ||
| Примечание: размеры труб для сварного соединения с фитингами по ГОСТ Р 52134 | ||||
Приложение Б. (обязательное)
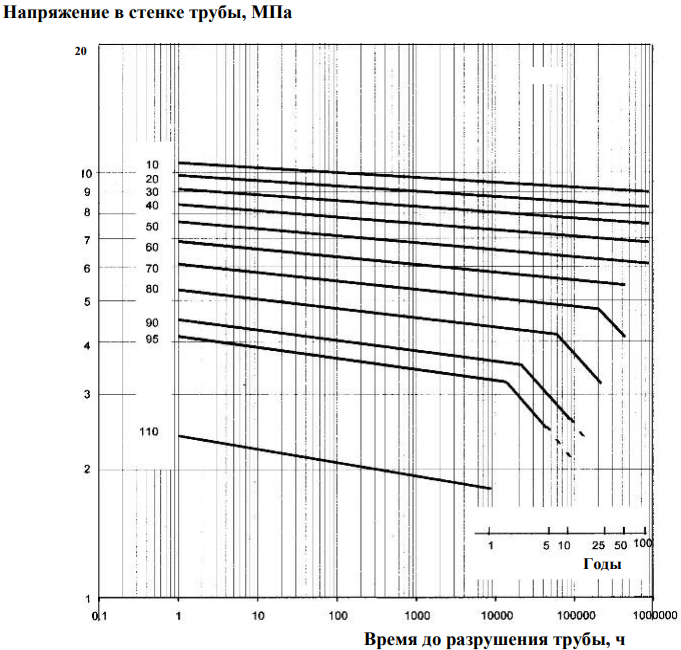
Левая часть ломаной: log t = ─ 190,481 +72763,07/T+ 119,877 · log σ ─ ─ 58219,035 · log σ/T
Правая часть ломаной: log t = ─ 23,7954 +11150,56/T ─ 1723,318 · log σ/T;
где t ─ время, ч;
T ─ температура, К;
σ ─ напряжение в стенке трубы, МПа
Б.1 Режимы испытаний для труб со слоями из PE-RT.
Таблица Б.1
| Температура испытаний, ºС | Время испытаний не менее, ч | Начальное напряжение в стенке трубы, МПа |
| 20 | 1 | 11,4 |
| 90 | 1 | 4,8 |
| 22 | 4,4 | |
| 165 | 4,2 | |
| 1000 | 4,0 |
Приложение В. (обязательное)
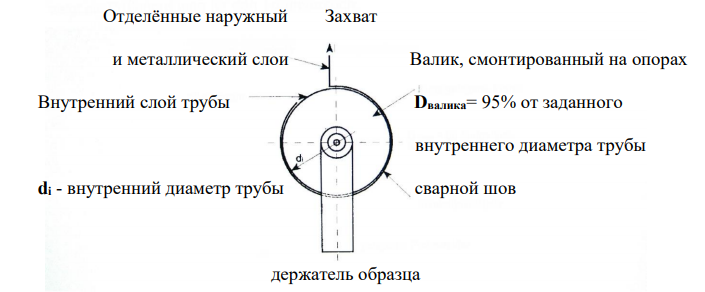
Рис. В.1 Оправка для испытания на стойкость к расслоению клеевого соединения внутреннего и металлического слоёв
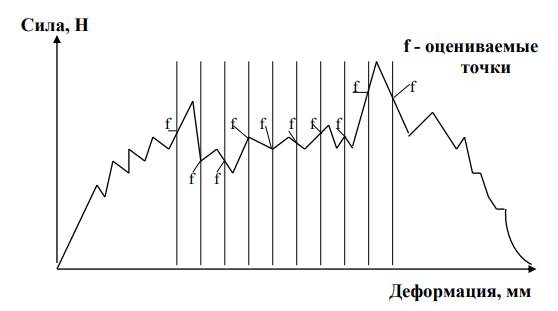
Рис. В.2 Схематическое представление диаграммы по оценке и определению силы растяжения при испытании на стойкость к расслоению клеевого соединения внутреннего и металлического слоев
Приложение Г. (нормативное)

Рисунок Г.1 – Установка изгиба для определения термической стабильности наружного слоя M-труб по сопротивлению к растрескиванию после выдержки в сушильном шкафу (печи)
1– труба; 2 – фитинг; 3 – соединительный ниппель; 4 – шаблон для задания радиуса изгиба; 5 – направляющая; 6 – фиксатор; 7– щит; ℓ1 – полная длина трубы; ℓ2 – длина опоры изгиба; r – радиус изгиба
Таблица Г.1.
| Материал трубы | Общая длина трубы ℓ1 | Длина опоры изгиба ℓ2 | Радиус изгиба r | Время изгиба, с |
| Полиолефины | 10D | 7,5D | 16D | 3 – 10 |
| PVC-C | 10D | 7,5D | 28D | |
| Примечание: радиусы изгиба выбраны с целью создания 3% изгибающего напряжения для полиолефиновых труб и 1,75% - для труб из PVC-C; D - наружный диаметр трубы | ||||
ПРИМЕР: для трубы с наружным диаметром 32 мм необходимый радиус изгиба рассчитан следующим образом:
r = 16×D = 16 × 32 мм = 512 мм
изгибающее напряжение, ε, наружного слоя по отношению к ненапряжённому слою трубы задано:
ε = [(r + D)/(r + D/2)] - 1 = [17×D/16,5× D] - 1 = 0.030 3 (т.е. 3,0%)
УДК ………………… ОКС …………… Ж24 ОКСТУ 2248 Ключевые слова: трубы напорные многослойные, многослойная М труба, многослойная Р труба, система водоснабжения, система отопления, вода питьевая, общие технические требования, размеры, методы испытаний
ГОСТ 53630-2009 Трубы напорные многослойные для систем водоснабжения и отопления (скачать PDF)












")
")
