










МО, г.Красногорск,
ул.Ильинский тупик, д.6к7
ПН-ПТ с 8:00 до 18:00
СБ с 10:00 до 14:00


Основной регламент работ по подготовке и сварке полиэтиленовых труб с помощью фитингов с закладными нагревателями
Сегодня строительно-монтажные организации, которые занимаются прокладкой наружных трубопроводов, стали больше применять трубы из полимерных материалов. Неоспоримых преимуществ полимерных труб перед металлическими явно больше, и они хорошо известны. Это простота монтажа, большой срок эксплуатации, экологичность и т.д. Зная все эти положительные качества полимерной трубы и особенно то, что сварка производится намного проще и быстрее, монтажные организации зачастую забывают, что в технологии сварочного процесса предусмотрены определенные правила, которые необходимо обязательно соблюдать.
Так, например, при стыковой сварке труб требуется строго устанавливать и соблюдать сварочные параметры технологического процесса:
- температуру нагревательного элемента в зависимости от свариваемого материала;
- показатели давления и времени оплавления торцов труб;
- продолжительность технологической паузы для удаления нагревателя из зоны сварки;
- показатели давления и времени охлаждения сварочного шва.
При соблюдении этих параметров качество сварного шва будет близко к прочности основного материала трубы.
При сварке полиэтиленовых (ПЭ) трубопроводов с помощью фитингов с закладными нагревателями (электрофитингов), сварочный процесс осуществляется в автоматическом режиме без участия человека, при этом большое внимание должно уделяться подготовительным работам.
Только строгое выполнение сварщиком обязательного регламента подготовки перед сваркой обеспечит высокое качество сварки трубопровода.
О каком регламенте подготовительных работ идет речь? Что должен выполнять аттестованный сварщик во время подготовки перед электромуфтовой сваркой? Какой необходимо применять инструмент или дополнительное оборудование для того, чтобы сварное соединение было качественным?
Рассмотрим весь процесс сварки с использованием дополнительного оборудования поэтапно.
Подготовка и проверка работоспособности сварочного оборудования
Сварочный аппарат размещают на заранее спланированной и расчищенной площадке.
.png)

На месте, где будет проводиться сварка, устанавливают тент или палатку во избежание попадания в зону сварки пыли и атмосферных осадков. Электрические кабели сварочного аппарата разматывают и присоединяют к источнику питания. Проверяется защитное заземление и изоляция электрического кабеля.
↑Палатка для монтажа в полевых условиях
Механическая обработка торцов свариваемых поверхностей труб
Концы полиэтиленовых труб должны быть сухими, чистыми и иметь ровный перпендикулярный срез.
Отрезание трубы производится труборезами или ножницами в диапазоне диаметров от 20 до 160 мм.
|
|
|


Для труб диаметром до 225 мм или до 315 мм применяется гильотина.
|
|
|---|

Для труб диаметром от 160 до 355 мм применяется электрическая дисковая пила.
 Дисковая пила UKS 160/355 Дисковая пила UKS 160/355 |
Для труб диаметром от 400 мм и более применяется цепная электрическая дисковая пила.
|
|

К данной подготовительной операции необходимо отнестись очень внимательно, т.к. сварка труб с чрезмерным скосом может привести к смещению и замыканию витков спирали и попаданию расплавленного материала между торцами труб. В таком случае есть вероятность того, что не будет создано сварочное давление, и это отразится на качестве сварочного шва.
 Пример с косым срезом трубы Пример с косым срезом трубы |
 Пример с межвитковым замыканием Пример с межвитковым замыканием |
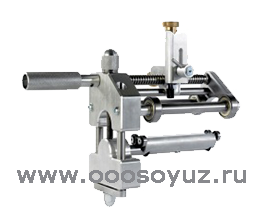
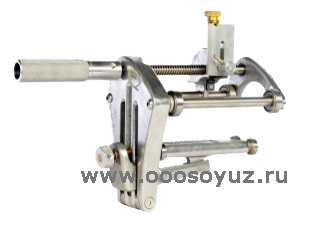
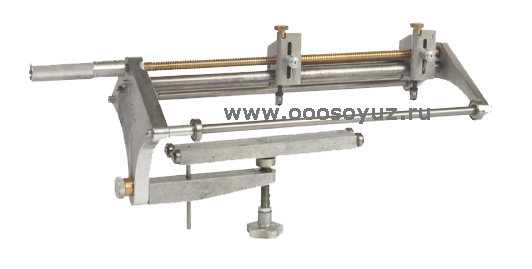
Еще одним фактором, влияющим на качество сварки, является точность сопряжения поверхностей полиэтиленовой трубы и электрофитинга. Поэтому после очистки и резки труб проводится их механическая обработка (зачистка). Цель этой зачистки – удаление наружного слоя с загрязнениями и оксидной пленки. Для этой работы применяются механические зачистные устройства, которые обеспечивают быстрое и равномерное снятие оксидного слоя с поверхности труб. Не снятие оксидного слоя оказывает отрицательное воздействие на качество сварного соединения и приводит к непровару.
|
|
|


При воздействии ультрафиолетового излучения (окружающей среды) на поверхности трубы быстро появляется окисленный слой. Поэтому зачистку трубы необходимо проводить непосредственно перед сварочным процессом.
Механическую зачистку труб с помощью зачистного устройства производят на длину, равную не менее 0,5 длины фитинга с закладным нагревателем. Толщина снимаемого слоя с полиэтиленовой трубы составляет 0,1–0,2 мм. Для труб диаметром до 63 мм применяется ручной скребок (цикля). Перед использованием механической зачистки необходимо промерить диаметр зачищаемой трубы, если труба не имеет плюсовых допусков по диаметру, тогда целесообразно применить циклю, которая позволяет снимать стружку толщиной до 0,1 мм. Если с поверхности полиэтиленовой трубы удален слишком толстый слой стружки, то это отрицательно отразится на качестве сварного шва.
| Зачистное устройство | Диаметр обрабатываемых труб, мм |
 |
63–225 |
 |
110–500 |
 |
450–1200 |
Согласно СП 42-103-2003:
«кольцевой зазор между трубой и соединительной деталью не должен, как правило, превышать 0,3 мм, и после сборки на трубе должны быть видны следы механической обработки поверхности».
Для седловых отводов зачищается место на трубе с припуском от 5 до 10 мм с каждой стороны седла.
Сами электрофитинги механической обработке не подвергаются из-за возможности повредить спираль.
Установка и закрепление свариваемых труб и деталей
Для защиты от случайного проскальзывания во время сварки и охлаждения трубы фиксируют в зажимах позиционера. Позиционер предотвращает провисание трубы, обеспечивает необходимую соосность свариваемых труб и электрофитинга в процессе сварки во избежание непровара. Позиционер также предотвращает воздействие изгибающих сил на концы труб, входящие в зону сварки электрофитинга. Закрепление труб в позиционере является обязательным условием сварочного процесса.
 Позиционер для труб диаметром 110-250мм Позиционер для труб диаметром 110-250мм |
В зависимости от механизма фиксации труб позиционеры делятся на два вида:
-
ремешковые позиционеры;
-
позиционеры с функцией удаления овальности трубы.
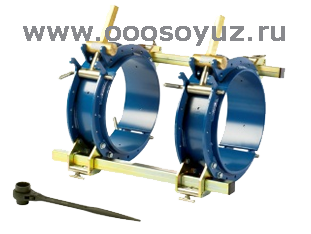
Ремешковый позиционер
Ремешковый позиционер предназначен для труб максимальным диаметром до 500 мм. Служит только для фиксации труб с любыми электрофитингами (муфта, отвод, тройник) во время сварочного процесса. Складывающая рама позиционера позволяет сваривать трубы с любым углом поворота отвода.
 Ремешковый позиционер Ремешковый позиционер |
Дополнительные вкладыши в основные опоры решают задачу по одновременной сварке труб разного диаметра с муфтами-переходами, а также с неравнопроходными тройниками.
 Вкладыши для ремешкового позиционера Вкладыши для ремешкового позиционера |
Позиционеры можно укомплектовать устройством для точной резки трубы в полевых условиях с помощью ручной ножовки.
 Устройство для точной резки труб на ремешковом позиционере Устройство для точной резки труб на ремешковом позиционере |
Простейший и надежный ремешковый механизм фиксации труб в позиционере только облегчает подготовительную работу сварщика.
Ремешковый позиционер для седловых отводов
Предназначен для монтажа седловых отводов, патрубков-накладок к основной трубе.
 Позиционер для седловых отводов Позиционер для седловых отводов |
Он позволяет во время сварки плотно прижать отвод к привариваемой трубе и не дает седелке сместиться из зоны сварки. Позиционер применяется для всех типов седелок с установкой на привариваемой трубе диаметром 63–500 мм:
 |
 |
| Практическое применение седлового позиционера | |
Если при монтаже не применять данный позиционер, то есть вероятность, что седловой отвод не привариться.
 В данном случае седловой позиционер не применялся В данном случае седловой позиционер не применялся |
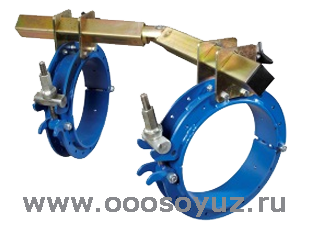
Позиционер с функцией удаления овальности трубы
Данные позиционеры предназначены для работы с трубами, имеющими большую овальность. После закрепления в позиционере концы труб принимают правильную окружность и тем самым фиксируются от случайного движения во время сварочного процесса.
 Внешний вид позиционера с функцией удаления овальности трубы Внешний вид позиционера с функцией удаления овальности трубы |
Позиционеры с функцией удаления овальности концов труб выпускают до 1200 мм.
| Внешний вид позиционера | Диаметр фиксируемых труб, мм |
 |
63–180 |
 |
110–250 |
 |
225–315 |
 |
315–500 |
 |
400-1200 |
Позиционеры необходимы, чтобы оси свариваемых труб и деталей были установлены параллельно и без перекосов. Во время сварки на концы свариваемых труб, находящиеся в электросварном фитинге, не должны передаваться внешние нагрузки.
Трубы должны находиться в позиционере до окончания сварочного процесса. Извлекать трубы из зажимов позиционера следует только после полного охлаждения сварного соединения (электрофитинга).
Скругляющие накладки
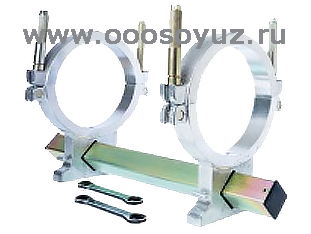
На правильную установку труб соосно друг к другу оказывает влияние овальность свариваемых труб. Из-за большой овальности труб невозможно правильно установить электрофитинг. Если при монтаже используется овальная труба, то между трубой и фитингом образуется зазор, который может негативно сказаться на качестве сварке (т.к. не будет создано сварочное давление). Овальность появляется вследствие длительного хранения труб или при поставке их в бухтах. Для удаления овальности ПЭ труб применяют скругляющие накладки.
Накладки бывают двух типов:
- механические с ручным зажимом, применяются для ПЭ труб диаметром 63–400 мм;
 |
 |
| Накладки для удаления овальности ПЭ труб | |
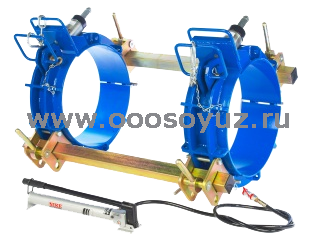
- с гидравлическим приводом, применяются для ПЭ труб диаметром 400–1200 мм.
 Гидравлическая скругляющая накладка Гидравлическая скругляющая накладка |
 Практическое применение гидравлической накладки Практическое применение гидравлической накладки |
Согласно СП 42-103-2003:
«Если свариваемые концы труб имеют овальность больше 1,5 % наружного диаметра трубы или ≥ 1,5 мм, то перед сборкой стыка для придания им округлой формы используют инвентарные калибрующие зажимы (скругляющие накладки), которые устанавливают на трубы на удалении 15–30 мм от меток».
Роликовые опоры
Предназначены для поддержания труб в горизонтальном положении и для их центровки с фитингом во время сварки.
Целесообразно и удобно применять роликовые опоры с возможностью регулировки высоты подъема трубы.
 Внешний вид роликовой опоры с возможностью регулировки высоты подъема трубы Внешний вид роликовой опоры с возможностью регулировки высоты подъема трубы |
Салфетки для обезжиривания
Обязательной процедурой в регламенте по подготовке труб перед электромуфтовой сваркой является обезжиривание наружных поверхностей свариваемых ПЭ труб. Обезжиривание поверхности трубы производится непосредственно перед установкой фитинга на трубу, при этом обезжиривающая жидкость перед началом сварки должна полностью испариться. Протирается только зачищенная зона полиэтиленовой трубы.
Для протирки необходимо применять не ворсистые салфетки, пропитанные техническим спиртом или специальные спиртосодержащие салфетки.
 Салфетки для обезжиривания Салфетки для обезжиривания |

Недопустимо применять для обезжиривания полиэтиленовой трубы уайт-спирит и ацетон.
При монтаже нельзя допускать, чтобы в зону сварки попала грязь, пыль, вода.
 В зоне сварки грязь В зоне сварки грязь |
Маркировка сварного соединения
Каждое сварочное соединение на полиэтиленовом трубопроводе должно быть промаркировано.
Первоначально маркировка наносится перед тем, как установить фитинг на трубу, маркером отмечается на какую глубину необходимо посадить фитинг на трубу. Разметку глубины лучше делать после зачистки и обезжиривания. Если сделать разметку заранее, то существует вероятность того, что при обезжиривании маркировка сотрется. Следующую – окончательную – маркировку необходимо уже делать после сварки. В зоне соединения проставляется номер соединения (стыка) и код оператора, выполнившего данную сварку.
 Карандаш-маркер Карандаш-маркер |
Маркировку производят карандашом-маркером яркого цвета.
Сварка
Заранее подготовленный сварочный аппарат подсоединяют к электрической сети или электрогенератору с необходимым напряжением и мощностью. К контактам фитинга с закладным нагревателем присоединяют сварочный кабель.
Сварочные аппараты имеют функцию внесения дополнительных данных в протокол сварки, а именно:
- название организации, которая производит монтаж трубопровода;
- адрес, где проводится сварка;
- фамилию, имя или код сварщика-оператора и т. д.
С помощью сканера, который входит в комплект аппарата, считывается основной штриховой код. После считывания штрих-кода на дисплее аппарата видны основные данные по фитингу и сварочному процессу.
 Основные параметры сварки на дисплее сварочного аппарата «КЕНТАВР» после считывания штрих-кода фитинга Основные параметры сварки на дисплее сварочного аппарата «КЕНТАВР» после считывания штрих-кода фитинга |
Сварочные аппараты имеют также функцию аварийного ручного ввода информации.
Так, например, при отсутствии штрих-кода или при его повреждении, возможно, ввести в сварочный аппарат основные параметры сварки (время и напряжение) вручную.
Далее после нажатии кнопки «старт» запускается процесс сварки. Весь технологический процесс проходит в автоматическом режиме. Сварщик контролирует сварочный процесс по дисплею аппарата.
 Основные параметры сварки на дисплее сварочного аппарата «КЕНТАВР» во время сварочного процесса Основные параметры сварки на дисплее сварочного аппарата «КЕНТАВР» во время сварочного процесса |
Информация о процессе сварки (протокол) регистрируется и хранится в памяти сварочного аппарата.
После окончания сварки и охлаждения полученное сварочное соединение освобождается из позиционера с последующей маркировкой стыка, о которой говорилось ранее.
Нагрузку рабочим давлением или опрессовку трубопровода можно производить через 10-30 минут после охлаждения.
Соблюдение данного регламента по подготовке и сварке ПЭ труб гарантирует, что сваренный трубопровод будет служить надежно и долго, и не приведет к серьезным авариям, которые дискредитируют полимерные трубы.
–––¤¤¤¤–––
! Посетите бесплатные мастер-классы по монтажу трубопроводов из различных материалов (еженедельно по средам) Подробнее
Сварочные аппараты для электромуфтовой сварки
Вспомогательное (дополнительное) оборудование для сварки ПЭ/ПНД труб
Всё для электромуфтовой сварки












")
")
